数控铣床的较孔刀具
发布日期:2020-06-01 作者: 点击:
铰孔刀具对已加工孔进行微量切削,其合理切削用量为;背吃刀量取为铰削裕量(粗铰裕量为0.15——0.35mm,精铰裕量为0.05——0.15mm),采用低速切削(粗铰钢件为5-7m/min,精铰为2-5)进给量一般为0.2-1.2mm,进给量太小会产生打滑和啃刮现象。同时铰孔时要合理选择冷却液,在钢材上铰孔宜选用乳化液;铸铁件上铰孔有时用煤油。
铰孔时一种对孔半精加工和精加工的加工方法,它的加工精度一般为lt9-lt6,表面粗糙值为r为1.6-0.4um,但铰孔一般不能正孔的位置误差。所以要求铰孔之前,孔的位置精度应该由上一道工序保证。标准机用较刀如图3.13所示。铰刀由工作部分、颈部和炳部组成,刀柄形式有直柄,锥炳和套式三种。铰刀的工作部分(切削刃部分)又分为切削部分和校准部分。切削部分为锥形,承担主要的切削工作,校准部分包括圆柱和倒锥。圆柱部分主要起铰刀的导向、加工孔的校准和秀光作用,倒锥主要起减小铰刀与孔壁的摩擦和防止孔径扩大的作用。卧式镗铣加工中心上铰孔所用刀具还有机夹硬质合金刀片单刃铰刀及浮动铰刀等。

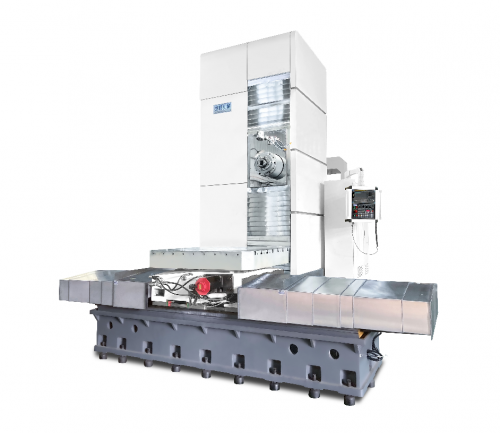
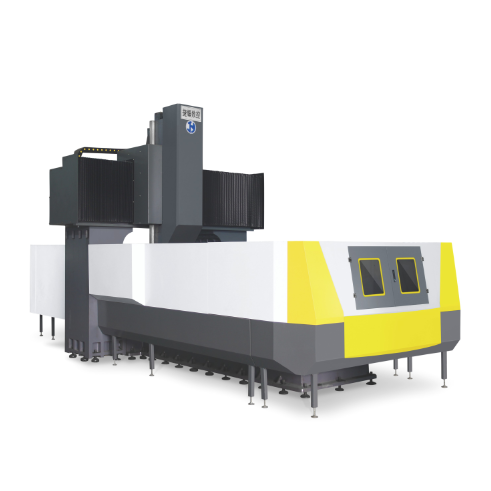
惠州捷耀数控机械有限公司已经通过国家高新技术企业认定并获得多个发明zhuanli和实用新型zhuanli,捷耀机械专注于高品质专业生产数控龙门加工中心、卧式镗铣床、立式加工中心、卧式加工中心、炮塔钻铣加工中心,弯立柱钻铣雕加工中心等产品。捷耀数控机械有限公司始终秉承着“客户至上,永久服务”的经营理念,以创新、团结、诚信、服务为原则不断发展壮大。公司在全体员工多年精心努力下,建立了完善的机械设计研发、制造、装配、检验、销售服务等经营体系。在2016年荣获“中国绿色环保产品”、“中国3.15诚信企业”、“质量信得过产品”、“质量、服务、信誉AAA企业”等荣誉。
多年来,公司不断引进高精度的大型加工设备。结合多年专业机床制造技术和经验,通过与世界知名品牌的技术合作与创新,研制和开发了一系列优质、高精、高效、实用的机床产品。